Incomplete or excess penetration may also be caused by a
bevel with a land thickness that is not compatible with welding
parameters. These parameters are determined beforehand and
depend on the material to be welded, the geometry of the
welded joint and the welding process used. However, correctly
mastering the welding parameters does not mean that a
penetration defect can be totally avoided. Variable land thickness
due to poor preparation may also deteriorate the quality of the
welded joint. For example, parameters that are correct for a land
1.5 mm thick may lead to excess penetration if the land is only
0.5 mm thick or incomplete penetration on a land 2.5 mm thick.
Mastering this thickness by carrying out an internal counter-boring
operation or profile tracking on pipes that are out-of-round will
increase the final quality of the weld.
Good preparation for guaranteeing constant clearance on an
even land is primordial whenever automated processes are used,
such as TIG orbital or MIG robot welding. In these cases, welding is
done without any human intervention and any alignment defects
cannot be corrected by the machine. This would not be the case
with an experienced welder.
Cold-lapping or lack of fusion
Lack of fusion, also called cold-lapping, is characterised by a non-
molten contact zone between the filler metal and the base metal.
Once again, poor preparation of the contact surfaces is one of
the causes of this defect. With a bevel that is too thin compared
with the diameter of the electrode, the arc may be attracted by
one of the walls. As a result, fusion occurs on one of the edges
and the bevel is filled with molten metal. However, as the arc has
not directly reached the root (or the previous pass) and the other
side of the bevel, the zones in question are not melted but just
covered by an extra layer of filler metal. The weld may appear to
be good, but, in fact, the metallurgical continuity required when
assembling by a welding process is not achieved. As these defects
are generally located inside the welded joint, they can rarely
be seen by the naked eye and require the use of special control
techniques such as ultrasound or radiography.
Proper determination of the bevel angle and accurate
machining at a constant angle reduce cold-lapping risks.
Deterioration of the material’s properties
Two techniques are generally used for cutting metallic parts
– cutting by heat (torch, plasma, laser, etc.) and cutting by
mechanical machining (grinding-wheels, saws, orbital cutting
machines, etc.).
The consequences of inaccurate preparation related to the
use of machining solutions, such as grinding wheels and saws, have
been explained in detail above.
When cutting by heat, the quality of the cut may prove to be
satisfactory when made by an experienced operator or with the
help of an automated system. However, in the majority of cases,
these techniques create a heat-affected zone close to the cutting
point. The physical characteristics of the material are significantly
changed in this zone. If a weld is made directly on deteriorated
material, the quality of the weld and its mechanical resistance
could well be compromised. Therefore, to be able to guarantee
the final quality of the weld, the area in question will necessarily
need to be re-machined for eliminating the heat-affected zone.
Using orbital machines eliminates the accuracy problems
related to using grinding wheels or saws and the constraints
caused by heat-affected zones related to cutting by applying heat.
Cutting and bevelling can be done in a single operation with this
Figure 4.
Protem tube cutting and bevelling machine TNO.
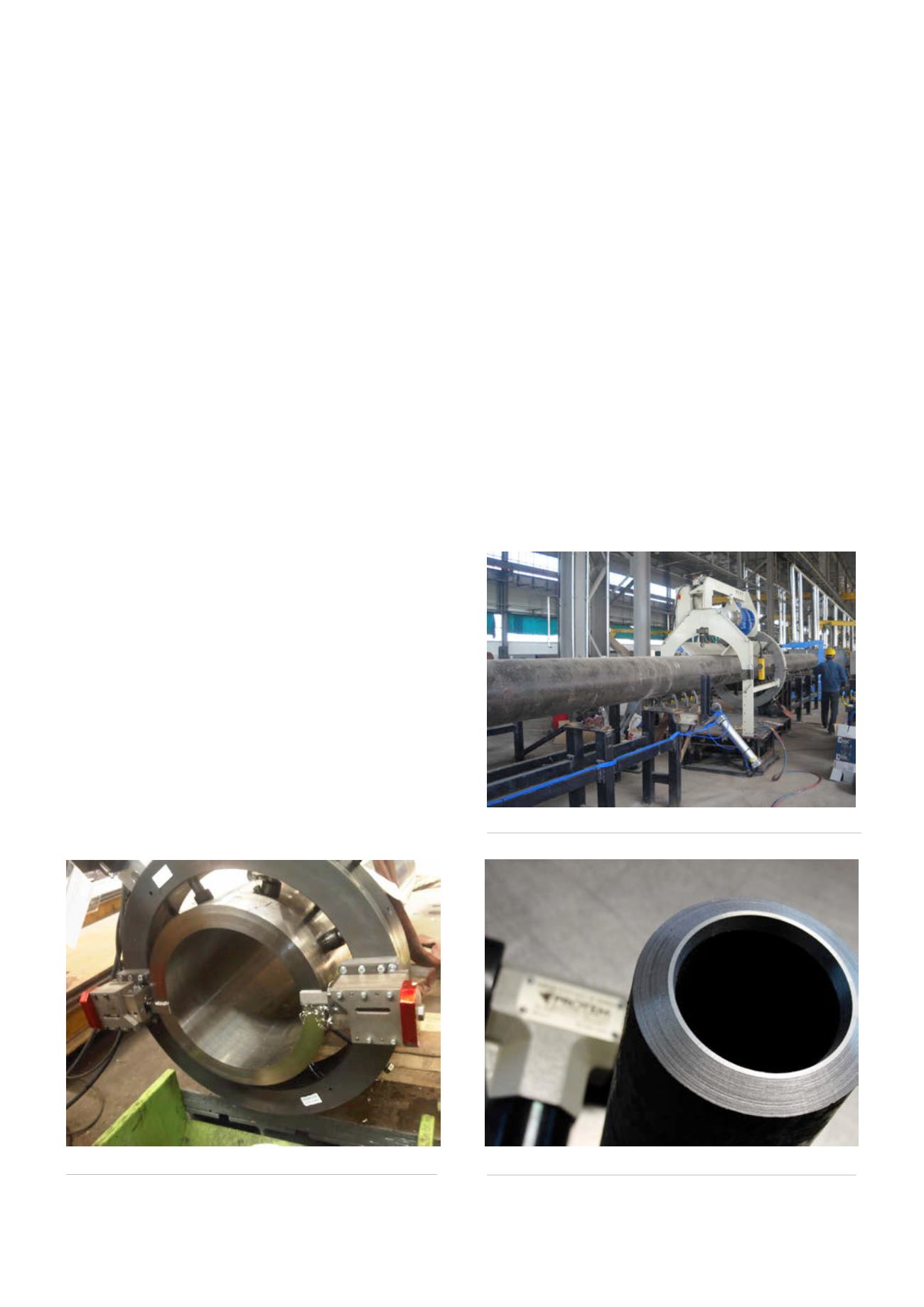
Figure 3.
Protem cutting and counterboring.
Figure 5.
Protem pipe facing machine US25.
JUNE 2015
/
World Pipelines
127


