type of equipment, without any heat-affected zones and with
optimal, consistent high quality.
Special cases concerning processes using
high density energy sources
High density energy source processes concern laser and electron
beam welding. Both processes use a beam (a laser or electron
bombardment) accurately focused to make the energy that is
aimed at the part to be welded melt the metal. Using these
techniques, welding can be performed over depths of several
hundred millimetres in a single pass and with a bead that is rarely
more than 5 mm wide.
Assemblies welded in this way do not require bevels but
extremely accurate facing on part ends. For example, preparation
for laser welding will be acceptable if the alignment fault is less
than 1/10
th
of a millimetre. Moreover, parts must be totally free
of any contamination for using these technologies successfully,
especially electron beam welding. As electron beam welding
operations are carried out under vacuum conditions, no water
or hydrocarbon residues must be allowed to enter the chamber
as their presence is liable to make creating a vacuum a more
delicate task.
Using these ultra hi-tech methods requires the presence of
suitable machining equipment capable of perfectly preparing the
ends to be welded.
Welding is always a delicate operation. A large number of
parameters have to be known and mastered for obtaining the
best possible results. Otherwise, they are all as many defect
causing factors liable to occur during or after completing the
welding bead and which may deteriorate the quality of the total
assembly.
Despite upgrading techniques and increased knowledge on
the subject, industrialists are regularly confronted by problems
involving non-conform welded joints. The consequences of a
poor weld can be disastrous for the success of a project, in terms
of both schedules and budgets. Eliminating a welding bead and
re-building it may take several hours or even several days in the
case of major assemblies.
Correctly preparing the edges to be welded will never
prevent 100% of all the reasons for defects from occurring, but
it will increase the final quality of the welded assembly in every
single case.
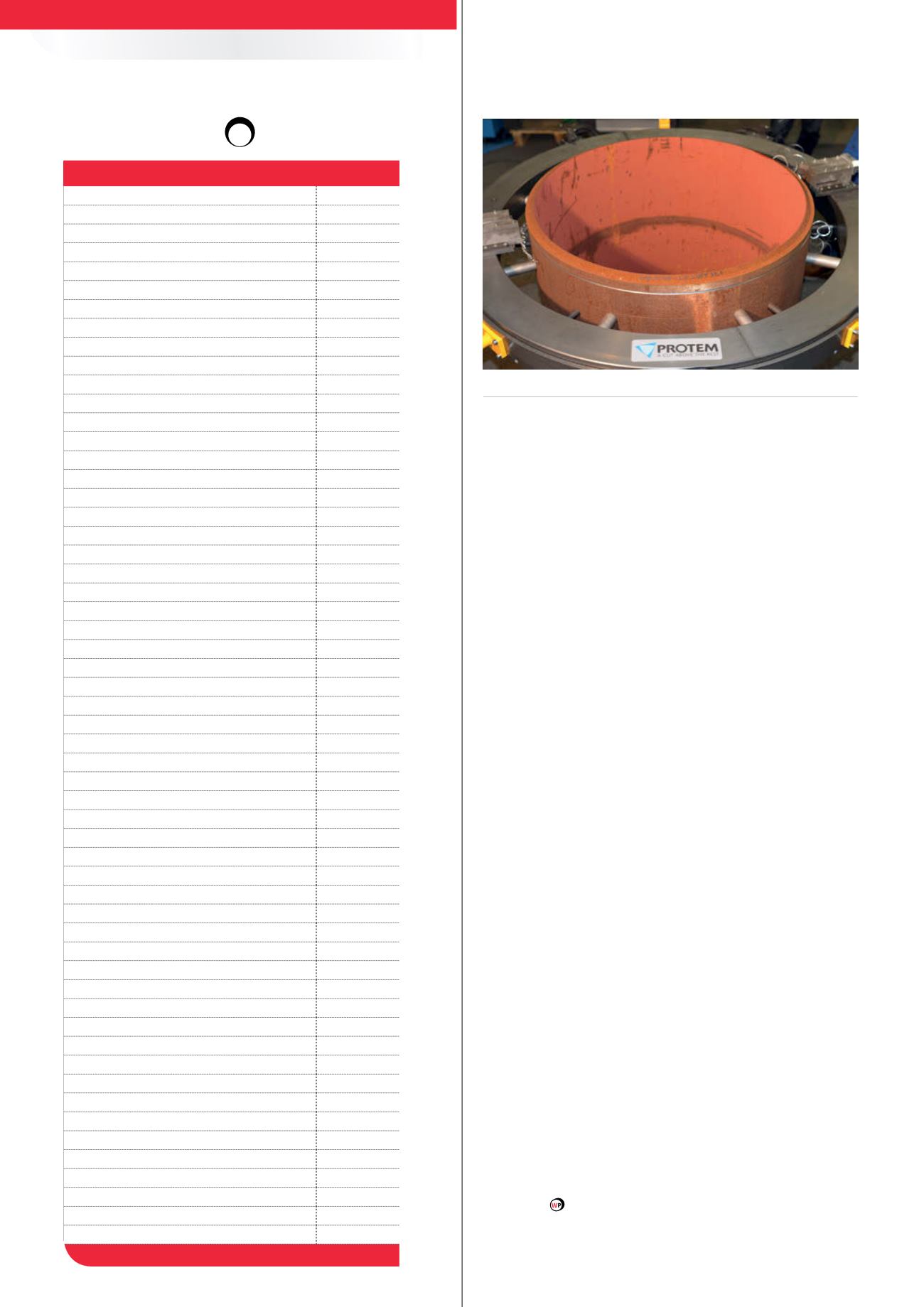
Figure 6.
Protem splitframe TTNG.
Advertisers’
Direct
o
ry
Advertiser
Page
ABC
58
ADIPEC
54
Aegion
51
American Augers
45
APS Dubai
76
Baker Hughes
41
Canusa-CPS
9
CFS (Continental Fabrication Services)
115
CRC-Evans
OFC, 21, 106
DENSO GmbH
39
Denso North America, Inc.
97
Enduro
OBC
Erciyas
47
Farwest Corrosion Control Company
111
FlexSteel Pipeline Technologies, Inc.
91
Girard Industries
76
Gulf Interstate Engineering
27
Hoelscher Dewatering
80
Holdtight Solutions, Inc.
61
IPLOCA
100
Laurini
37
Maats Pipeline Equipment
6
Magnatech International
IBC
Mears Group, Inc.
123
Midwestern
4
NACE
79
NDT Global
17
Neptune Research, Inc.
23
Pigs Unlimited International, Inc.
33
Pipeline Inspection Company Ltd
65
Pipeline Machinery International
2
Polyguard Products
29
Polysoude
70
Prosoft Technology
57
Protem
86
PWT
89
Quest Integrity
109
RAE Energy
73
Rosen
IFC
Schoenbeck GmbH & Co. KG
116
Shaw Pipeline Services
11
STATS Group
53
Sulzer
85
T.D. Williamson
13
The Pipeline + Energy Expo
TM
100
TPS 15
48
Tracto-Technik GmbH & Co. KG
99
Tri-Tool
66
Tulsa Rig Iron
120
Universal Pegasus International
83
Vacuworx
69
Vermeer
63
Volvo
105
Wasco
103
World Pipelines
75, 119, 120
Worldwide Machinery
93


